Слитки медные. Технические условия
2. СОРТАМЕНТ
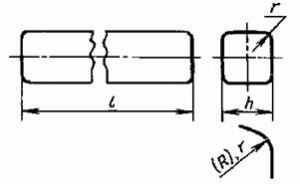
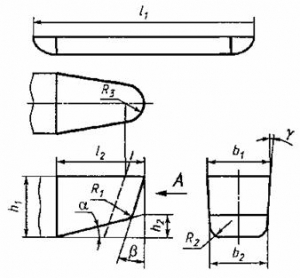
2.1. Форма, размеры и предельные отклонения слитков должны соответствовать требованиям, указанным на черт. 1 — 2 и в табл. 1, 2, 4.
По согласованию изготовителя с потребителем допускается изготовление слитков другой формы и размеров.
Слитки вертикальной непрерывной отливки вида СВ
Черт. 1
Таблица 1
мм
|
h
|
l
|
r
|
R
|
||||
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
|
90
|
± 2
|
1300
|
± 6
|
15
|
± 3
|
55
|
± 3
|
|
1400
|
|||||||
|
2800
|
|||||||
|
100
|
1300
|
60
|
|||||
|
1400
|
|||||||
|
2800
|
|||||||
|
110
|
1300
|
||||||
|
1400
|
|||||||
|
2800
|
|||||||
Примечание. Допускается изготовление слитков с заостренными концами. Угол среза или форму заострения устанавливают по согласованию изготовителя с потребителем. По согласованию изготовителя с потребителем допускается устанавливать другие предельные отклонения от заданных размеров.
Медные слитки горизонтальной отливки видов СН и СС
Черт. 2
Таблица 2
|
Обозначение
|
Размеры слитка для массы, кг
|
Предельное отклонение
|
|||||
|
91
|
102
|
113
|
120
|
125
|
136
|
||
|
l1
|
1370 мм
|
1370 мм
|
1370 мм
|
1370 мм
|
1370 мм
|
1370 мм
|
± 1%
|
|
l2
|
150 мм
|
150 мм
|
150 мм
|
150 мм
|
150 мм
|
150 мм
|
± 6 мм
|
|
h1
|
90 мм
|
100 мм
|
100 мм
|
110 мм
|
110 мм
|
120 мм
|
± 6 мм
|
|
h2
|
25 мм
|
25 мм
|
25 мм
|
25 мм
|
25 мм
|
25 мм
|
± 6 мм
|
|
b1
|
100 мм
|
100 мм
|
110 мм
|
110 мм
|
110 мм
|
110 мм
|
± 6 мм
|
|
b2
|
90 мм
|
90 мм
|
100 мм
|
100 мм
|
100 мм
|
100 мм
|
± 6 мм
|
|
R1
|
16 мм
|
16 мм
|
25 мм
|
25 мм
|
25 мм
|
25 мм
|
± 6 мм
|
|
R2
|
16 мм
|
16 мм
|
16 мм
|
16 мм
|
16 мм
|
16 мм
|
± 6 мм
|
|
R3
|
40 мм
|
40 мм
|
40 мм
|
40 мм
|
40 мм
|
40 мм
|
± 6 мм
|
|
α
|
10°
|
10°
|
10°
|
10°
|
10°
|
10°
|
± 2°
|
|
β
|
10°
|
10°
|
10°
|
10°
|
10°
|
10°
|
± 2°
|
|
γ
|
3°
|
3°
|
3°
|
3°
|
3°
|
3°
|
± 1°
|
(Измененная редакция, Изм. №2, 3).
- « первая
- ‹ предыдущая
- 1
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9
- следующая ›
- последняя »
Реклама на сайте

Пользователи
0 пользователей и 15 гостей
